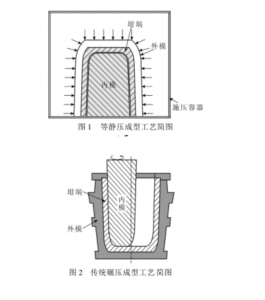
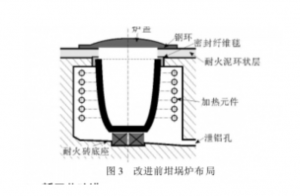
La produktado de grafita krisolo signife evoluis kun la apero de izostatika prema teknologio, markante ĝin kiel la plej progresinta tekniko tutmonde. Kompare kun tradiciaj ŝafaj metodoj, izostatika premado rezultas en krisolo kun unuforma teksturo, pli alta denseco, energiefikeco kaj supera rezisto al oksidiĝo. La apliko de alta premo dum muldado signife plibonigas la teksturon de la krisolo, reduktante porecon kaj sekve pliigante varmokonduktecon kaj korodreziston, kiel ilustrite en Figuro 1. En izostatika medio, ĉiu parto de la krisolo spertas unuforman muldan premon, certigante materialan konsistencon tra la tuta procezo. Ĉi tiu metodo, kiel prezentite en Figuro 2, superas la tradician ŝafan procezon, kondukante al konsiderinda plibonigo en la rendimento de la krisolo.
1. Problema Deklaro
Zorgo ekestas en la kunteksto de forno por aluminialoja izolado-rezista drato, uzanta piratajn grafitajn krisolojn, kun vivdaŭro de proksimume 45 tagoj. Post nur 20 tagoj da uzado, rimarkebla malpliiĝo de varmokondukteco estas observata, akompanata de mikrofendetoj sur la ekstera surfaco de la krisolo. En la pli postaj stadioj de uzado, severa malpliiĝo de varmokondukteco estas evidenta, igante la krisolon preskaŭ nekonduktiva. Krome, pluraj surfacaj fendetoj disvolviĝas, kaj miskolorigo okazas ĉe la supro de la krisolo pro oksidiĝo.
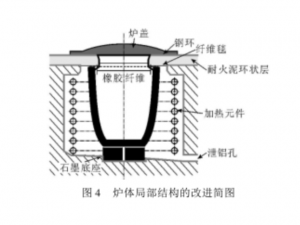
Inspektante la krisolfornegon, kiel montrite en Figuro 3, oni uzas bazon konsistantan el staplitaj obstinaj brikoj, kun la plej malsupra hejtelemento de la rezistancdrato situanta 100 mm super la bazo. La supro de la krisolo estas sigelita per asbestaj fibraj kovriloj, poziciigitaj ĉirkaŭ 50 mm de la ekstera rando, rivelante signifan abrazion sur la interna rando de la supro de la krisolo.
2. Novaj Teknologiaj Plibonigoj
Plibonigo 1: Adopto de Izostatika Premita Argila Grafita Krisolo (kun Malalt-Temperatura Oksidiĝ-Rezistema Glazuro)
La utiligo de ĉi tiu krisolo signife plibonigas ĝian aplikon en fornoj kun aluminiaj alojoj, precipe rilate al oksidiĝa rezisto. Grafitaj krisolo-oj tipe oksidiĝas je temperaturoj super 400 ℃, dum la izola temperaturo de fornoj kun aluminiaj alojoj varias inter 650 kaj 700 ℃. Krisolo-oj kun malalt-temperatura oksidiĝ-rezista glazuro povas efike malrapidigi la oksidiĝan procezon je temperaturoj super 600 ℃, certigante longedaŭran bonegan varmokonduktecon. Samtempe, ĝi malhelpas redukton de forto pro oksidiĝo, plilongigante la vivdaŭron de la krisolo.
Plibonigo 2: Forna Bazo Uzanta Grafiton el la Sama Materialo kiel la Krisolo
Kiel montrite en Figuro 4, la uzado de grafita bazo el la sama materialo kiel la krisolo certigas unuforman varmiĝon de la fundo de la krisolo dum la varmigprocezo. Tio mildigas temperaturgradientojn kaŭzitajn de neegala varmiĝo kaj reduktas la tendencon al fendetoj rezultantaj de neegala fundvarmiĝo. La dediĉita grafita bazo ankaŭ garantias stabilan subtenon por la krisolo, kiu akordiĝas kun ĝia fundo kaj minimumigas streĉ-induktitajn frakturojn.
Plibonigo 3: Lokaj Strukturaj Plibonigoj de la Fornego (Figuro 4)
- Plibonigita interna rando de la fornkovrilo, efike malhelpante eluziĝon sur la supro de la krisolo kaj signife plibonigante la fornsigeladon.
- Certigante, ke la rezistanco-drato estas ebena kun la fundo de la krisolo, garantiante sufiĉan fundvarmiĝon.
- Minimumigante la efikon de supraj fibraj kovrilsigeloj sur la hejtado de la krisolo, certigante adekvatan hejtadon ĉe la supro de la krisolo kaj reduktante la efikojn de malalttemperatura oksidiĝo.
Plibonigo 4: Rafinado de Uzoprocezoj de Krisolo
Antaŭ uzo, antaŭvarmigu la krisolo en la forno je temperaturoj sub 200 ℃ dum 1-2 horoj por forigi humidon. Post antaŭvarmigo, rapide altigi la temperaturon al 850-900 ℃, minimumigante la restadtempon inter 300-600 ℃ por redukti oksidiĝon ene de ĉi tiu temperaturintervalo. Poste, malaltigi la temperaturon al la labortemperaturo kaj enkonduki likvan aluminian materialon por normala funkciado.
Pro la korodaj efikoj de rafinaj agentoj sur krisoloj, sekvu la ĝustajn uzprotokolojn. Regula forigo de skorio estas esenca kaj devus esti farita kiam la krisolo estas varma, ĉar alie purigi la skorion fariĝas malfacila. Atenta observado de la varmokondukteco de la krisolo kaj la ĉeesto de maljuniĝo sur la krisolomuroj estas decida en la pli postaj stadioj de uzo. Ĝustatempa anstataŭigo devus esti farita por eviti nenecesan energiperdon kaj elfluon de aluminio-likvaĵo.
3. Plibonigaj Rezultoj
Rimarkindas la plilongigita vivdaŭro de la plibonigita krisolo, kiu konservas varmokonduktecon dum plilongigitaj tempodaŭroj, sen observitaj surfacaj fendetoj. Uzanto-reagoj indikas plibonigitan rendimenton, ne nur reduktante produktokostojn, sed ankaŭ signife plibonigante produktadan efikecon.
4. Konkludo
- Izostatikaj premitaj argilaj grafitaj krisolooj superas tradiciajn krisoloojn laŭ rendimento.
- La strukturo de la forno devas kongrui kun la grandeco kaj strukturo de la krisolo por optimuma funkciado.
- Ĝusta uzado de la krisolo signife plilongigas ĝian vivdaŭron, efike kontrolante produktokostojn.
Per zorgema esplorado kaj optimumigo de la teknologio de krisolfornoj, la plibonigita rendimento kaj vivdaŭro kontribuas substance al pliigita produktadefikeco kaj ŝparado de kostoj.
Afiŝtempo: 24-a de decembro 2023